

Binder Jetting

Binder Jetting is an Additive Manufacturing (AM) technology that creates artifacts through the inkjet pritting of binder into a powder bed of raw material. At each layer the deposited binder droplets bond raw material particulates and form a cross-sectional 2D image composed of powder-binder granules. Once a layer has been printed, the powder feed piston raises, the build piston lowers, and a counter-rotating roller spreads a new layer of powder on top of the previous layer. The subsequent layer is then printed and is stitched to the previous layer by the jetted binder.
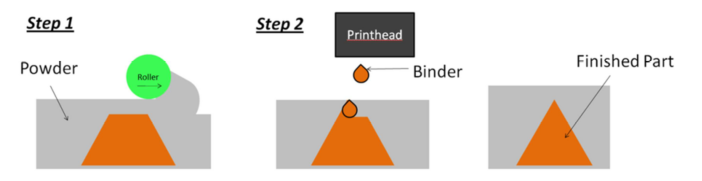
The post-processing method in Binder Jetting differs based on the printed material. Polymers printed by Binder Jetting are typically infiltrated with a secondary infiltrant material to enhance mechanical strength or color. Metals and ceramics require a thermal post-processing step after printing to densify and strengthen the printed parts via sintering. Binders in green parts are decomposed at elevated temperature, and necks form between particles via diffusion. The sintering step typically takes place in a furnace with controlled atmosphere. Porosity reduction and dimensional shrinkage usually occur after sintering.
ExOne Innovent+
Features & Specifications:
- Build Dimensions: 6.3 x 2.5 x 2.5 inches
- Max. Throughput: 166 cc/hr, 10 in3/hr
- Layer Thickness: 30 to 200 μm
- Volume: 0.676 L (41 in3)
- Print Resolution: 30 μm voxels
- Min. Powder Size: 2 μm (d50)
ExOne R2
R2 is a legacy metal printer from ExOne. Having a full control over printing parameters, news materials can be explored and developed beyond the standardized stainless steel. Furnaces that feature high temperature (up to 1500 C), large chamber volume (12 x 11 x 12 inch) and atmosphere control (hydrogen and argon) are available onsite for sintering printed metals and ceramics.

Features & Specifications:
- Maximum Build Size: 8 x 8 x 6 inch
- Printhead Accuracy: 0.001 inch
- Inkjet Speed: 4000 drops of binder per nozzle per second
- Build speed: up to ~200 cm³/min of parts
zCorp Spectrum
The Z510 is marketed primarily as a “color” 3D Printer. The printer jets colored binder into starch-based powder in order to create full color parts. While this capability is exploited on occasion, the Z510 is used primarily by DREAMS Lab researchers to create molds and cores for metal casting. The Z510 is located at the VT FIRE facility where researchers create molds for aluminum, bronze, and steel castings with experimental ceramic powders.

Direct Casting Metal Material creates sand-casting molds for non-ferrous metals. This material is a blend of foundry sand, plaster, and other additives that when combined produce strong molds with good surface finishes. Direct casting metal material can withstand the heat required to cast non-ferrous metals. Users of this “ZCast®” process can create prototype castings without incurring the costs and lead-time delays of tooling.
Features & Specifications:
- Layer Thickness: 0.0035-0.008 in.
- Build Speed 2 layers per minute
- Build Size 10 in. x 14 in. x 8 in.
- Resolution 600 x 540 dpi
- Number of Print Heads – 4
- Material Options: High performance composite, elastomeric, direct casting
- Copper Additive Manufacturing has been developed on the Binder Jetting systems in the DREAMS lab. A thermal/chemical sintering post-processing process has been developed to densify and strengthen printed parts. Binder Jetting is suitable technology for printing copper as it functionally separates thermal processing from shape creation, which alleviates the constraint in the Additive Manufacturing of conductive materials. Learn more.
- Developing new metal and ceramic materials. Binder Jetting has become a platform for testing a wide range of novel metal and ceramic materials in the DREAMS lab. To date various carbides, metal oxides, and carbon based materials have been tested and studied on Binder Jetting systems.
- Foundry sand casting. Foundry sand can be printed into complex shaped sand casting molds and cores by Binder Jetting. Aluminum or steel truss structures and metal-ceramic composite materials have been fabricated at VT FIRE (the foundry) using molds and cores printed by Binder Jetting. Learn more
Active Projects
Past Projects
-
General Item
